How to use Tea Filter? A tea filter is a tool for filtering tea leaves…
What is metal etching?
Metal etching, also referred to as chemical etching, or chemical corrosion, refers to the exposure and development process to transfer a product pattern to a metal steel sheet. Protect the area that is to be etched, remove the protective film to expose the metal part of the unnecessary area, and then use the chemical solution to achieve the corrosive effect to form the concave and convex half-cut or hollow molding effect.
The metal etching was first used to manufacture copper, zinc, and other printing concave-convex plates. It is also widely used in the processing of weight reduction instrument panels, nameplates, and thin workpieces that are difficult to process with traditional processing methods. After continuous improvement and development of the process equipment, it can also be used for the processing of precision etching products of electronic sheet parts in the aviation, mechanical, and chemical industries. Especially in the semiconductor manufacturing process, etching is an indispensable technology.
The chemical metal etching method is suitable for the processing of thin metal materials with large batches, many varieties, and large planes and the surface process decoration (semi-corrosion) of metal products. It is also suitable for single-piece small-batch proofing. It is now used in various integrated circuit lead frames, grids, precision filters, speaker nets, encoder code discs, metal shrapnel, copier static electricity, dust nets, anti-insect nets for smoke alarms, hardware crafts, metal nameplates, and other products.
Etching characteristics: low cost, can etch almost all metals, no restrictions on the hardness of the material, no scratches on the surface of the material, no burrs, flexible, fast, simple, and efficient design changes. The process takes 48 hours, and the thickness of the material to tolerance effect is +/-10%. It is also easy to transfer the packaging of production tablets.
Metal etching process
1. Film sticking
Each metal sheet (both upper and lower sides) should be clean and degreased because an unclean surface will affect the reliability of the mucous membrane attached to the metal.
After the cleaned metal is coated with a dry film on both sides, (Photo-resist) (This photoreactive material will plasticize when exposed to light within a certain light band and produces corrosion protection against inorganic solutions such as acid solutions.
2. Exposure
The Double-sided etched metal sheet should be carefully sandwiched between two-layer photo negatives (light tool), while single-sided etching needs to be placed under the light tool. Clamp it with pressure or vacuum seal and store it in proper light for exposure. This action plasticizes the exposed mucosa, which reacts to the chemical light (Actinic-Light). However, in yellow light, the reaction is minimal and the exposure time is short. It depends on the strength of the light source, the type of mucosal agent, and other factors.
The light tool process starts with drawing the draft of the pattern with a magnification ratio, accurately correcting the size, and then retracting the original ratio. This is to facilitate the control of the dimensional accuracy. According to the pattern, a negative film is made on the bottom and the metal sheet is firmly clamped to it. If the size of the workpiece is small, and it is required to etch a certain number of pieces on a metal sheet of a specific area, the overlapping discharge machine can be used to repeatedly record the image on the negative film. As for how to ensure the absolute correctness of the image of the upper and lower negative films, this is the trick of this process.
3. Developer rinse
Image development work is done by dipping or spraying a specific developer. The developer dissolves the mucous membrane of the exposed part, while at the same time leaving the plasticized part.
4. Drying
The developed metal sheet is dried for a second time.
5. Etching/Chemical Milling
Etching/Chemical Milling: Put the metal plate into the etching machine to etch the exposed part of the metal after development. The dry film part is protected from being etched. This process is one of the most important processes in the entire production process.
There are many types of corrosives, such as ferric chloride, hydrofluoric acid, and water, which are corrosives for steel and alloy copper. Some metals require alkaline corrosives.
Defects of metal etching: when the metal surface is etched, the position of the mucous membrane edge will also be slightly concave, so the etched shear edge is not 100% vertical. Therefore, the etched size is slightly different from the image size. The outer size shrinks and the inner circumference expands. The inner sharp corners will become small rounded corners. These defects are to be corrected to the desired precision after correction. Besides, the correction of the size change can also be carried out in the reserved pattern draft. Of course, the most important factor is to rely on accumulated experience to control accuracy.
6. Peel off, wash, and dry
After removing the dry film on the steel sheet after etching, cleaning, and drying, the entire etching process is completed!
Metal etching capacity
The etching process is a new type of processing, and it can also be considered as an extension of the stamping process. Compared with the traditional mechanical stamping method, the etching method has advantages of short production cycle (generally products can be manufactured in 3 days), and the size modification is convenient and fast. However, the mechanical stamping method must have high-precision stamping and mold processing equipment. The development cycle will take about 1 month.
Due to the particularity of the etching method, the complexity of the parts has nothing to do with the difficulty of the processing; relatively speaking, the processing of complex parts by mechanical stamping methods often increases the difficulty of manufacturing, and some cannot even be processed. The etching method only needs to design and produce the film (photosensitive adhesive, etc.), and the cost of new product development is low. So, what are the capabilities of etching?
1. Etching ability of stainless steel.
Stainless steel is the most commonly used material in many products. Stainless steels come in a variety of grades, hardness, and ingredients. They are generally divided into SS200, SS300, and SS400 series. The ability to etch stainless steel is usually for the materials of the above series.
The thickness of the stainless steel material also limits the etching processing ability, not all the thickness can be etched. Generally, the ability to etch stainless steel is limited to a thickness of 4mm or less, but if you want to etch through stainless steel, then the thickness of general stainless steel will be limited to less than 1mm. Generally, the thickness of etched stainless steel is from 0.03-1.0mm.
2. Etching ability of copper materials.
Copper is also the most convenient material for etching. Compared with stainless steel, its side etching performance will be better controlled. Because copper is softer than stainless steel, it is easier to corrode during the etching process, so the etching ability of copper is still very strong.
3. Etching ability of ultra-thin materials.
Compared with the stamping process, especially for hard materials and ultra-thin materials, stamping has limitations and difficulties: it is mainly reflected in that stamping that will cause the material deformation of some precision parts, and there will be curling burrs on the side edges of the parts. And this is precisely what some precision part products do not allow. Once the stamping die is determined and you want to change it, it will cost a lot and result in a lot of waste.
The etching process can solve the requirements that the stamping process cannot meet. The etching process can change and design the template for ultra-thin materials at any time. Its cost can even be ignored in the case of mass production. Moreover, the etching process does not make the material and parts burr. The smooth surface of the parts can fully meet the requirements of product assembly.
4. Etching ability of some grooves.
Often some products, such as stainless steel or copper or aluminum materials, require groove processing on the surface of the material. The general mechanical plus mode is to use a tool for milling. In the case of a small quantity, a small amount of processing can be performed, but if there are a large number of such grooves in the product, the machining capability highlights a serious deficiency. At this time, the etching process can also solve the processing of this material surface groove.
The methods choice of metal etching
The methods of metal etching are divided into two types according to the contact form of the material and the solution, namely spray etching and bubble etching. There are the following two principles for selecting the etching method.
1. Production volume
The spray etching has high efficiency, fast speed, and high precision. It is suitable for a certain batch of production. The production is easy to realize automatic control, but the investment in the equipment is significant, and it is also not suitable for etching special-shaped workpieces and large-scale workpieces.
The immersion etching equipment has low input, easy etching, and a wide range of workpieces.
2. Workpiece shape and size
For large-scale workpieces, it is difficult to perform spray etching due to equipment limitations, while the intrusion type will not be affected by the size of the workpiece. The shape of the workpiece is complex, and some parts will be sprayed out of position during spraying, which affects the normal progress of etching. The infiltration type is to infiltrate the entire material in the etching solution, as long as the dynamic between the solution and the workpiece is maintained, it can ensure that all parts of the shaped workpiece can be filled with etching liquid, and the new and old liquid can be continuously replaced so that the etching can be carried out normally.
For moderately sized planar materials or near-flat materials, if conditions permit, spray etching is better than bubble etching regardless of efficiency or accuracy. Therefore, for the materials with a large batch size, moderate workpiece size, and a simple shape, the spray type is the first choice. If the shape of the industrial material is large, it is difficult to use the etching machine, the shape of the workpiece is complicated, and the batch size is not large, this type uses the invasion Bubble type which is appropriate.
Under what circumstances should the etching process be used?
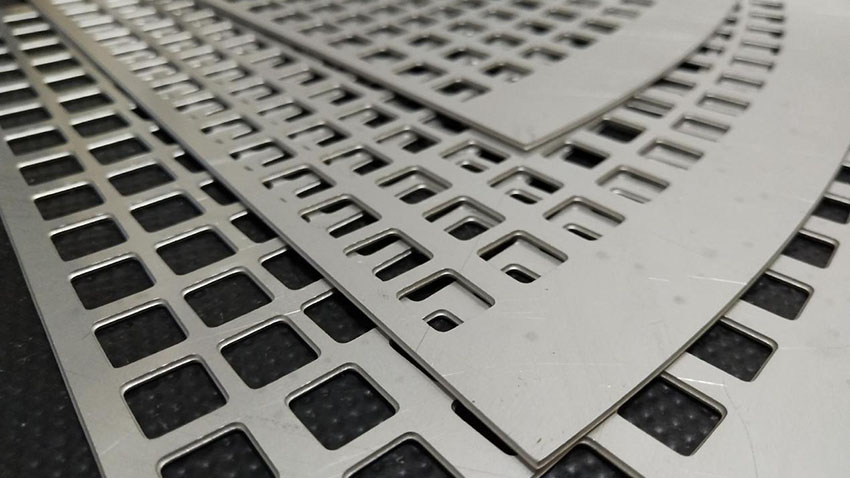
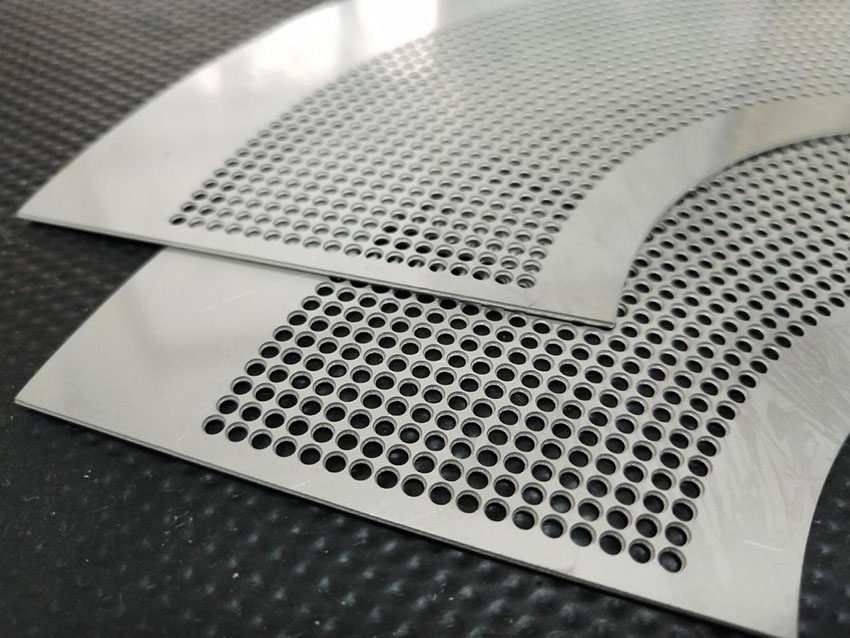
- The shape of the metal parts to be processed is complex, such as a very thin stainless steel mesh being a typical example. Through the use of etching, technology can reduce the difficulty of molding and processing costs.
- If your product is very thin (thickness between 0.03mm–1mm), using other processes may result in product deformation. The etching can ensure that the product is not deformed. Generally, the thinner the product, the higher the precision.
- The etching process will not change the physical properties of metal materials such as hardness, strength, and formability.
- Some metal materials are easy to break during the stamping process and can easily produce curling burrs, which affects the assembly of the product, and etching can ensure that these materials are intact.
- Magnetic soft materials can maintain their original physical properties after etching.
- The etched products are free of burrs.
Hightop Metal Mesh uses metal etching processing technology to process various specifications of metal parts. We mainly use metal materials such as stainless steel, stainless iron, and copper. The material thickness is between 0.03mm and 1mm.
Compared with traditional technology, Hightop Metal etching has three very significant advantages. Fast delivery, price concessions, high precision products, and guaranteed quality!
The first major advantage: fast delivery
Hightop Metal Mesh has 10 years of etching processing experience. Advanced production equipment and our professional etching technology development team enable us to quickly complete customer’s products.
We promise to complete the customer’s samples according to quality and quantity within 7 working days. Express samples are completed within 2-3 working days.
The second major advantage: price concessions
Compared with other etching processing plants at home and abroad, our processing price has a considerable competitive advantage! This is one of the reasons why many companies choose us!
The third major advantage: high product precision and guaranteed quality!
Through chemical etching technology, we can produce precision metal components with complex shapes and extremely strict tolerance requirements (the minimum tolerance is +/-0.01 mm), including those products that cannot be achieved by stamping at all, and have small apertures or even no connection points.
Whether it is a trial order or mass production in thousands of places, Hightop Metal Mesh is committed to achieving fast delivery and high quality for you!
Related Posts


This Post Has 0 Comments